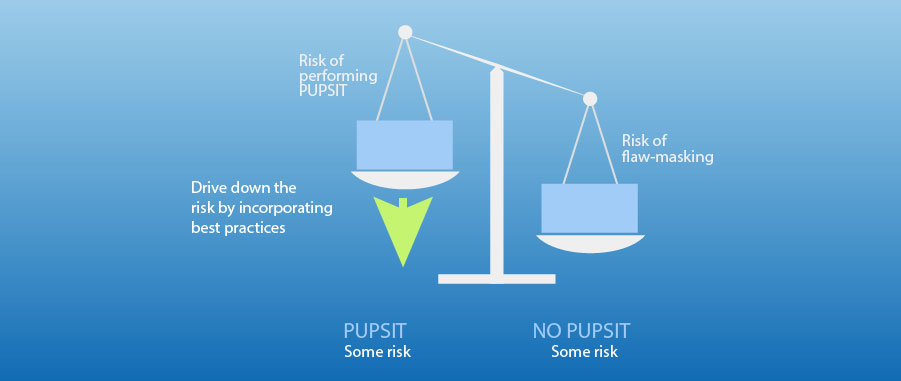
PUPSIT(使用前灭菌后完整性测试)系统设计,需保证过滤工艺开始之前既能有效实施PUPSIT检测,又能尽可能降低检测过程对过滤系统引入微生物污染的风险。本文将总结如何更好地实施和执行非最终灭菌产品的使用前灭菌后完整性测试(PUPSIT)的要点。

如何将使用前灭菌后完整性测试(PUPSIT)纳入制药过程,受过滤系统的设计、安装、操作、工艺流体性质和生产操作理念等因素影响。因此,PUPSIT的实现也就没有“一刀切”的解决方案。相反,在确定如何为特定应用设计、实施和运行 PUPSIT 时,必须考虑与完整性测试操作有关的几个事项:
- 滤膜的有效过滤面积(EFA)、滤膜材质、润湿液体、滤膜孔径、完整性测试用的气体以及测试期间的温度条件等测试参数。
- 完整性测试要求除菌级过滤器滤膜被水、溶剂或产品充分润湿,以进行测试。
- 在完整性测试过程中,过滤器的上游侧将承受较高的测试压力,而下游侧通常保持在大气压条件下。
PUPSIT 工艺的实施会对生产操作产生重大影响。与 PUPSIT 相关的决策,如是否进行冗余过滤、如何进行润湿、是否持续吹扫以促进干燥(避免产品稀释)等,都会对重要的生产参数(如周期时间和工艺产量)产生影响。
在设计PUPSIT流程时,首要目标是在能力范围内降低患者安全风险和产品损失风险,并尽可能降低对生产操作的整体影响的方式实现这一目标。
一、完整性检测方法的选择
泡点法和扩散流法是亲水性过滤器常用的完整性测试方法。在对这两种方法进行选择时,必须考虑到被测过滤器的有效过滤面积(EFA)以及进行完整性测试的过滤系统的局限性。
- EFA较小的过滤器,只能使用泡点法(完整性测试仪无法有效检测出扩散/前进流流量值)
- EFA适中的过滤器(受滤膜材质、完整性测试仪能力等多种因素影响,参考区间0.03-2.2㎡),扩散流/泡点法均可。而对于同一特定型号过滤器,扩散流法的检测压力稳定可控,且完整性测试时上游压力比泡点法至少低20%(扩散流测试压力通常为最小起泡点的80%,而实测泡点高于最小起泡点,且每一只滤器都不尽相同)。
- EFA较大的过滤器-只能使用扩散流法(完整性检测仪受到较大扩散/前进流的干扰,无法判断因克服滤膜上较大孔中液体表面张力,气体大量从膜孔流出时的压力值)。
因此,考虑到一次性使用PUPSIT系统中一次性管路、接头连接的耐压安全性,对于既可以使用泡点法又可以使用扩散流法检测完整性的中等EFA的过滤器,选择扩散流法进行完整性测试安全性和可靠性更高。而对于EFA过小只能用泡点法测试的过滤器,一次性PUPSIT系统设计时要重点关注系统耐压须始终高于最大实测泡点/测试程序设定的上游压力上限参数。
二、PUPSIT润湿液体的选择
在进行 PUPSIT 之前,如何选择用于润湿滤膜的液体对过滤过程的设计和操作有重大影响。通常情况下,在准备执行PUPSIT时,水、被过滤的工艺溶液或相应的缓冲液都可以考虑被选择用来润湿滤膜。在大多数情况下,润湿液的选择是一个复杂的决定,必须考虑多个因素。但在以下情况,可以明确使用水或缓冲液作为润湿液:
- 如果由于其他原因(如减少可浸出物)而需要用水或缓冲液进行预冲洗,那么需考虑工艺流体价值(预冲洗液将被丢弃)。
- 具有表面活性剂特性的流体成分会导致完整性测试值随处理量的变化而变化,这也会导致使用工艺流体进行完整性测试的方法变得复杂。
- 如果生产所使用的工艺流体配方或生产工艺没有明确定义,并且仍在不断变化,则不应将该工艺流体用作润湿液。在这种情况下,配方的变化可能会改变润湿液的表面张力、润湿液与滤膜的接触角,从而导致完整性测试结果出现误判。
- 如果被过滤的工艺溶液受到完整性测试条件或测试气体的某种负面影响,则可以使用水或缓冲液作为替代。(通常用于测试的气体是空气和氮气)。
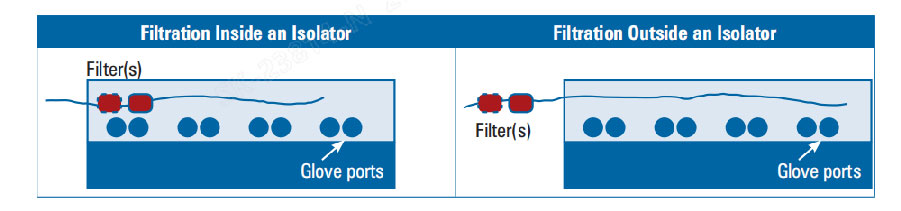
三、在隔离器/RABS 系统内/外实施 PUPSIT的风险与考量
EU GMP附录 1:《无菌药品生产》中指出,“最终除菌过滤应尽可能靠近灌装点”。这一理念鼓励尽可能缩小无菌边界,从而降低污染风险。不过在考虑将最终除菌过滤装置置于隔离器或 RABS 内时,必须小心谨慎,尤其是在执行 PUPSIT 时。其主要原因有以下两个:
- 执行 PUPSIT 需要对过滤组件进行大量操作,包括移动管夹、旋转囊式过滤器、开启过滤器排气阀、高压、冲洗排废袋和/或用压缩空气进行过滤吹扫。一般来说,在 A 级环境中增加这些操作是不可取的。试图通过手套口执行这些手动程序会给其可靠性带来巨大挑战。
- 过滤器完整性测试和排气过程中产生的高压是不可忽视的风险,其可能会导致非无菌空气或液体泄漏到隔离器/RABS系统内部,进而将微粒和生物负载带到无菌灌装步骤周围的环境中。完整性测试的压力可能超过 60psi,所有暴露在该压力下的设备都必须有相应承载力。
如果试图在隔离器内的冗余过滤系统中执行PUPSIT,这些挑战就会变得更加严峻。因此,将过滤器安装在隔离器内时,更建议用户使用单个过滤器,并且使用产品润湿形式的PUPSIT 更为实用,可避免水润湿、吹扫或冲洗的额外连接和引入。在过滤强效化合物或生物安全级别较高的产品时,也可以选择这种方法,将过滤器设在隔离器内可为操作人员提供更好的保护。
将过滤系统移到隔离器外稍上游的位置,有可能将新的无菌连接或无菌传输纳入无菌边界,但消除了在隔离器内进行 PUPSIT 的风险。隔离器可以更好的保护关键的无菌灌装操作,避免了在其内部过滤器非无菌侧的压力提升至 60 psi 或更高、或从过滤器非无菌侧排气影响隔离器等固有风险。将过滤器安装在隔离器外的另一个操作优势是,当 PUPSIT 测试失败时,可以仅更换过滤器组件,而无需再次操作隔离器。
四、PUPSIT 润洗设计考虑因素
润湿液和测试气体需要从下游(无菌)一侧排出系统,从而不影响无菌性。对于一次性使用系统,可在除菌级过滤器的下游集成排废袋。下游容器必须能够容纳完全润湿过滤器所需的容积,并留有安全系数,以防过滤器第一次没有完全润湿而需重新润湿的情况。
五、PUPSIT背压注意事项
为确保可靠、可重复的完整性测试结果,过滤器下游的压力必须为大气压或恒定的已知值,完整性测试仪通过增加与下游较高压力相关的测试压力来进行补偿。如果被测阀下游的压力与大气压力相差很大,且没有得到补偿(或在不同的测试中变化很大),则测试无效。
六、PUPSIT相关的温度考虑因素
- 滤膜上润湿液的温度会影响完整性测试值。温度升高时,由于表面张力降低,起泡点值通常会降低,而扩散/前进流测试值通常会升高。完整性测试的检测标准通常在预定的温度范围内有效,如果在进行完整性测试时,过滤器上的液体温度超出了该范围,则该测试值无效。
- 在进行完整性测试期间,完整性测试仪和被测过滤器之间管路中的测试气体温度不得有明显波动。
除以上六点外,PUPSIT还有更多在实施过程中的关键因素及注意事项,我们将在下篇文章继续为您讲解。